Presspassung: 3 Möglichkeiten und physikalischer Wärmeausgleich
Es gibt 3 Möglichkeiten, wenn man Bauteile mit einer Presspassung verbinden möchte.
Im Grunde ist alles ein physikalischer Wärmeausgleich. Ein einfaches Beispiel für den Wärmeausgleich ist die Kühlung eines Getränkes. Fügt man der Flüssigkeit ein Stück Eis hinzu, entzieht das Eis der Flüssigkeit die Wärme, indem es seinen festen Zustand aufgibt und schmilzt. Das Eis hat eine bestimmte Kältemenge gespeichert und entzieht entsprechend seinem Energieanteil der Flüssigkeit die Wärme, die sich somit abkühlt.
Kontrollierte Kälte durch flüssigen Stickstoff – Trockeneis
Auch flüssiger Stickstoff -196°C oder Trockeneis -79°C können in Abhängigkeit der jeweiligen spezifischen Kälteleistung sowie des Kontaktes eine bestimmte Wärmemenge/Zeit aufnehmen oder abführen, indem sie seinen eigenen Aggregatzustand ändern.
Die Wärmeströme fließen dabei immer von heiß nach kalt, wodurch dem jeweils wärmeren Bauteil die Energie entzogen wird und nicht wie man oft annimmt, die Kälte eindringt.
Insofern ist eine kontrollierte Abkühlung, unter Beachtung eines Temperaturgradienten im Bauteil oder durch den Wärmeübergang, genau genommen, der genutzten Kontaktfläche, möglich.
Erwärmt man einen Gegenstand, dehnt er sich aus. Kühlt man ihn ab, zieht er sich zusammen. Aus vielen Bereichen des täglichen Lebens ist diese Veränderung bekannt. Will man diese Veränderungen kontrolliert nutzen, so muss man sich mit der Wärmelehre aus dem Bereich Physik beschäftigen und Wärmebilanzen und Stoffeigenschaften betrachten. Wird einem Stoff Wärme zugeführt, so werden die betroffenen Moleküle in Schwingungen versetzt und das Material dehnt sich aus. Umgekehrt, entzieht man die Wärme, erreicht man eine Bewegungseinschränkung, eine Kontraktion, die bis zur Bewegungslosigkeit beim absoluten Nullpunkt 0k bzw. –273°C beziffert werden kann.

Der Kühlprozess ist von verschiedenen Parametern abhängig
Daher sollte jeder Kühlprozess im Vorfeld theoretisch bewertet werden, damit dieser prozesssicher gestaltet wird. Dazu müssen zunächst die Abmaße, die Bauform, die Oberflächenstruktur und das Material betrachtet werden.
Abgesehen von den maximalen Temperaturen, mit denen das Bauteil belastet werden darf, sind der Zeitfaktor, bzw. die Kühlzeit und die erforderliche Kälteenergie festzulegen.
Will man eine exakte Betrachtung der Abkühlung, muss die Wärmeleitfähigkeit eines Stoffes, mit der spezifischen Wärmeleitzahl (die sich mit der Abkühlkurve verändert), berücksichtigt werden.
Die Wärmeleitzahl gibt an wie gut der Stoff den Transport des Wärmestromes zulässt, und muss mit sinkender Temperatur interpoliert werden. Für eine einfache Berechnung der Abkühlung oder Kühlmittelmenge reicht ein spezifischer Mittelwert. Im Grunde kann man als Faustformel je 100 mm Durchmesser einen Schrumpf von 1/10 mm annehmen.
Zu berücksichtigen ist ebenfalls die Wärmeleitfähigkeit die für Stahl bei ca. 25 W/(m grad) und für Edelstahl unter 10 W/(m grad) liegt.
Es handelt sich hierbei um allgemeine Werte, die im Einzelfall, je nach Werkstoff und Legierung, angepasst werden müssen.


Wärmeübergangskoeffizient
Der Wärmeübergangskoeffizent bestimmt, wie gut die Übertragung der Wärmeströme von einem Bauteil auf das Kühlmittel erfolgt.
Einen großen Einfluss haben dabei die Geometrie und Oberflächenstruktur und die sich bildende Grenzschicht der Stoffe, die einen thermischen Ausgleich anstreben. Dies ist proportional zum Wärmeübergangs-koeffizienten und dem Temperaturgefälle zu betrachten.
Betrachtet man die Kühlart, Flüssigkühlung oder Gaskühlung, so ist der Wärmeübergang sehr unterschiedlich und kann bei Gas (angeströmt) mit ca. 300 bis 500 W/(m² grad), beim Ansprühen mit LIN mit 800 bis 1300 W/(m² grad) und beim direkten Kontakt mit der Flüssigkeit mit ca. 3000 bis 8000 W/ (m² grad) beziffert werden, was einen direkten Einfluss auf die Kühlzeit nimmt.
Ebenfalls relevant ist, welche Temperaturdifferenz man bei den einzelnen Verfahren und Materialien zulassen kann. Bei gleichem Temperaturunterschied wäre z.B. die Abkühlung mit einer Gaskühlung ca. 6-mal höher, beim Ansprühen ca. 10- bis 15-mal höher und beim Flüssigkeitskontakt ca. 50- bis 100-mal höher, als bei einer Kühlung mit stehendem Gas, z.B. in einem Kühlschrank.
Lässt man beim Kühlen anfänglich höhere Temperaturunterschiede zu, schreitet die Kühlung noch sehr viel schneller fort. Dabei ist die Wärmeverteilung gegenüber zu stellen, die bei niedrigen Temperaturen innerhalb des zu kühlenden Bauteils eher abnimmt, insbesondere wenn dieses lang und dünn ist oder starke Einschnürungen hat (einseitige Kühlung).

Wärmekapazität
Die spezifische Wärmekapazität eines Stoffes ist eine weitere physikalische Größe. Sie gibt an welche Wärmemenge man einem Kilogramm des Bauteils zuführen muss oder es abgeben kann, um seine Temperatur um ein Kelvin zu erhöhen oder zu reduzieren. Die Stoffdaten der mittleren spezifischen Wärmekapazität können Tabellen entnommen werden. Die Wärmekapazität fordert also einen direkten Ausgleich der Potentiale, solange eine Temperaturdifferenz vorliegt und kein thermisches Gleichgewicht erreicht ist. Damit steht die Wärme Q direkt mit der Temperaturveränderung in Verbindung
Q=Cv*dT
Da die Masse einen direkten proportionalen Einfluss nimmt ergibt sich daraus
Q=Cv*M*dT
Material und Gefüge
Ganz gleich ob FE-Metalle oder austenitische Stähle, jedes Metall hat seine Eigenschaften. Zunächst werden, grob betrachtet, zwei Gitterstrukturen unterschieden. Die kubisch raumzentrierten und die kubisch flächenzentrierten Strukturen. Die Kubisch raumzentrierten ferritischen Stähle sind besonders bei tiefen Temperaturen, hinsichtlich ihrer Kerbschlagzähigkeit, stark eingeschränkt, zusätzlich sind die Werte der Dehnung und Einschnürung zu beachten. Zugfestigkeit, Streckgrenze und Härte nehmen zu. Ein Sprödbruch ist nicht auszuschließen, wenn sich mehrere dieser Kräfte überlagern oder es zu heftigen, schlagenden Einwirkungen kommt.
Dagegen sind die kubisch flächenzentrierten Austenite in der Regel für Anwendungen im Tieftemperaturbereich geeignet. Besonders für den Dauereinsatz im Tieftemperaturbereich eignen sich Stähle des AD-Merkblattes W 10. Die hier aufgeführten Stähle sind als vollkommen neutral einzustufen. Abgesehen von Stählen mit martensitischen Anteilen erfahren Stähle durch den Abkühlprozess keine bleibende Änderung des Materialgefüges
Möglichkeiten der Kühlung
Die einfachste Kühlung ist der Kühlschrank oder die konventionelle Kühltruhe mit Temperaturen bis zu -30°C. Allerdings gibt es auch industrielle Kühltruhen die mit Kälteaggregaten (ca. -60°C) oder mit einer Stickstoffkühlung (bis -180°C) betrieben werden können. Hierbei ist unbedingt wieder der Wärmeübergang zu berücksichtigen, in diesem Fall die Konvektion oder das anströmende Gas. Eine Umwälzung des Gases ist nötig.
Trockeneis, entweder als Schnee oder in Pelletform, ist ein weiteres Kühlmittel aus dem Bereich der Gase, das mit -79°C und einer Kälteleistung von ca. 600 kJ/Kg ein guter Energieträger ist, wobei jedoch der Kontakt zum kühlenden Bauteil nur bei direktem Phasenwechsel, von flüssig nach fest, ein wirtschaftliches Ergebnis liefert. D.h. Pellets als Schüttung haben einen geringeren Kontakt und damit einen schlechteren Wärmeübergang. Hinzu kommt die Gasbildung in der Grenzschicht.
Die konventionelle Flüssigkeitskühlung darf nicht unerwähnt bleiben. Bei dieser wird ein Kälteträger (z.B. Alkohol) über eine Kühlschlange unterhalb der Siedetemperatur abgekühlt, dadurch steht die gekühlte Flüssigkeit im direkten Kontakt mit dem Bauteil. Eine Kühlung mit Stickstoff flüssig ist für ein solches System in der Regel nicht wirtschaftlich. Hier eignet sich eher ein Kälteaggregat.

Kühlung mit Stickstoff-flüssig als Gaskühlung oder flüssige Kühlung
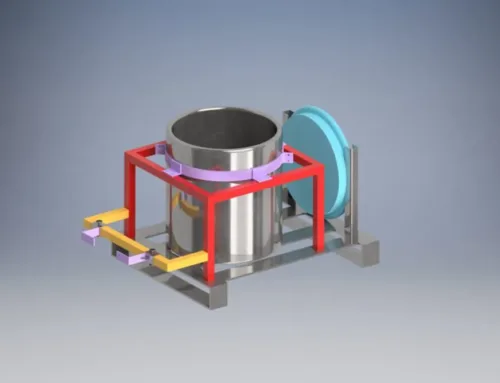
Der direkte Kontakt mit der Flüssigkeit mit dem zu kühlenden Bauteil z.B. bei der Tauchkühlung ist der schnellste Weg ein Bauteil abzukühlen. Das technische Equipment hält sich dabei in Grenzen. Dennoch ist hier zu prüfen welche Bauteile, mit welchen Größen, wie oft gekühlt werden sollen und wie das Kühlen in einen Prozess oder in eine Fertigungsstraße eingebunden werden sollte sowie die Versorgung mit dem Kühlmittel Stickstoff optimal aufgebaut werden kann.
Kaltschrumpfen als Dienstleistung
Werden nur gelegentlich Bauteile abgekühlt, so kommen wir gerne mit dem notwendigen Equipment, wie Kühlbehälter und Stickstoff zu Ihnen ins Haus. Möchten Sie regelmäßig kühlen ist zunächst der Kühlbedarf (Menge bzw. die Kälteenergie) und damit verbunden der Bedarf an Kältekapazität festzustellen, ein geeigneter Tank auszuwählen und das Kühlgefäß zu bestimmen. Größere Bauteile werden durch einen Tank oder Tankwagen, der außerhalb des Gebäudes aufgestellt wird, versorgt. Die Versorgung zum Behälter wird über vakuumisolierte Rohrleitungen, ggf. einen geregelten Gasphasentrenner vorgenommen, der gleichzeitig den Anwendungsdruck unabhängig vom Tankdruck steuert. Erforderlich wird gegebenenfalls eine Füllstandregelung und eine Sauerstoffüberwachung des Arbeitsplatzes. Das mechanische oder das automatisierte Handling sind eine Sache der individuellen Anwendung und können durch Linearachsen oder Roboter realisiert werden.
Berechnung des Schrumpfes
Die größte Schrumpfung erreicht man mit Stickstoff – flüssig -196°C.
Als ein Richtwert für das Übermaß der Bohrung hat sich ein Wert von 1μm/mm Durchmesser herausgestellt. Bei der Ermittlung des Schrumpfwertes kann folgende Formel, bei der ein Temperaturverlust von 6 % berücksichtigt wird, verwendet werden: t= t*-6/100*t* Somit kann folgende einfache Formel zur Schrumpfung angesetzt werden:
S = α · t* · d
α = mittlere Ausdehnungszahl 1/oC
t*=Temperaturdifferenz absolut
d= Durchmesser (mm)

Berechnung Kälteernergie
Die Berechnung der erforderlichen Kältemenge ergibt sich aus dem Wärmebedarf des abzukühlenden Bauteils, der zu erreichenden Temperatur, der zwangsläufigen Kühlung des Tauchgefäßes und der Restmenge des Kühlmittels, das nach der Kühlung im Behälter verbleibt und verdampft.
Zunächst ist die Welle zu berücksichtigen: Qw = cw · mw · t* t*= ta – te
Wird die Welle nur teilweise in den Stickstoff eingetaucht, ist nur die anteilige Masse zu berücksichtigen, wobei Korrekturfaktoren bei einer Vollwelle von k= 1,1 bzw. bei einer Hohlwelle von k= 1,2 notwendig sind. Somit: Qw = cw · mw · t* · k
Die Masse des Kühlbehälters ist teilweise, je nach Kontakt mit dem Kühlmittel, wie folgt zu berücksichtigen: QB = cB · mB · t*
Die spez. Wärme kann für Baustahl mit 0,40 kJ/kg K und für den kaltzähen Stahl mit 0,45 KJ/kg,- Aluminium mit 0,92 kJ/kg K und Kupfer mit 0.39 kJ/kg K berücksichtigt werden.
Damit ergib sich ein Stickstoffbedarf: LN2 = (Qw + QB ) / r r= 198 kJ/kgK
Der Kälteinhalt von flüssigem Stickstoff ergibt sich aus: QN= QV + QS
QV = verdampfender Stickstoff
QS= sensitiver Kälteinhalt QV= r · m QS = Cs · m · (te – ta)


Das erforderliche Übermaß wird wie folgt berechnet:
Der normale Schrumpfsitz von 0,001…. – 0,0013 x d sollte dabei nicht überschritten werden. Auch sollte ein Temperaturverlust von ca. 6% mit einfließen.
t = t*-0,06 x t*
somit ergibt sich die Formel für den Schrumpf s
s = a x t x d (mm)
a = mittlere Ausdehnungszahl des Werkstoffes (1/°C)
t* = Temperaturdifferenz bei Vollständiger Kühlung 195,8°C bei
20°C gleich t* = 215,8°C
Anwärmen:
Anwärmen des Außenmantels Kaltzäher Stahl X 12CrNI189
Außendurchmesser 200 mm innen 150 mm
a = 15,5 x 10- hoch 6 = 0,0000155 (1/oC)
t = 250(°C)
d = 150(mm) D = 200(mm)
s = a x t d s= 0,0000155 (1/°C)x250(°C) x 150(mm)
s = 0,581(mm)
Kühlen
Kühlen der Welle C Stahl
a = 8,75 x 10°- hoch 6 = 0,00000875 (1/°C)
t* = 215,8(°C) t= 202,8(°C)
d = 150mm
s= a x t x d s=0,00000875 (1/°C)x202,8 (°C)x150(mm)
s= 0,266(mm)
Alles eine Sache der Zeit
Ein Indiz für die vollständige Abkühlung ist das Siedeverhalten des Stickstoffes. Steigen keine oder nur wenige Blasen mehr auf, findet auch kein Wärmeaustausch mehr statt und das Bauteil hat die Temperatur des Kühlmittels angenommen.
Als ein Beispiel kann ein Ventilsitzring mit einer Wandstärke von 3 mm genannt werden. Dieser kühlt innerhalb von ca. 30s ab. Eine Welle dagegen mit einem Durchmesser von 250mm benötigt bereits min 90min. Die Tabelle gibt einige weitere Richtwerte vor. Jedoch sollte man größere Wellen mit kleinen Passungen noch ein wenig länger im Stickstoff ruhen lassen.
Der Umgang mit tiefkalten flüssigen Gasen will gelernt sein und sollte jedem Mitarbeiter durch eine umfassende Schulung erläutert werden. Verbrennungen, extreme Kälte, Sauerstoffmangel, Sauerstoffverflüssigung und die Beurteilung der Räumlichkeiten, Druckbehälter und geeignetes Equipment sind nur wenige Schlagwörter, die eine umfangreiche Schulung und Beratung beim Einsatz von tiefkaltem flüssigem Stickstoff notwendig machen.
Sollten Sie nun weitere Fragen haben, finden Sie die Antworten bei uns. IES betrachtet Ihren Anwendungsfall individuell, sucht nach einer Lösung für Ihre spezielle Aufgabe und zeigt Ihnen, nachdem die technische Realisierung geprüft und die wirtschaftlichen Vorteile ermittelt wurden, einen Lösungsweg. IES bietet Ihnen durch Bildung von flexiblen Kooperationen Gesamtkonzepte aus einer Hand.
Zentrale Bearbeitung, Marktrecherchen, Wirtschaftlichkeitsberechnungen von der Planung bis zur Einführung mit anschließender Umsetzung sind unsere Verpflichtung Ihrem Unternehmen gegenüber. Selbstverständlich begleiten wir Sie auch nach dem Projekt mit partnerschaftlichem Service.